





Manufacturing Execution Systems (MES) have become essential tools for improving the efficiency and productivity of manufacturing operations. This technology allows manufacturers to manage and optimize their production processes in real-time, providing them with a competitive edge in today’s fast-paced market. MES offers a range of benefits that can help organizations streamline their operations, reduce costs, and improve overall performance.
In this article, we will explore the top 5 benefits of implementing MES in your manufacturing operations. From increased visibility and control over production processes to better quality control and data-driven decision-making, MES can revolutionize the way you do business. So, if you’re looking to improve your manufacturing operations and stay ahead of the competition, read on to discover how MES can help you achieve your goals.
Benefit #1: Improved Production Efficiency
One of the most significant benefits of implementing MES is improved production efficiency. MES provides real-time visibility into production processes, allowing manufacturers to track production in real-time and identify bottlenecks and inefficiencies. With this data, manufacturers can make informed decisions about how to optimize production processes, reducing downtime and improving overall efficiency.
MES can also automate many production processes, reducing the need for manual intervention and minimizing the risk of errors. For example, MES can automatically schedule production runs, adjust production rates based on demand, and even control equipment and machinery, reducing the need for manual intervention.
By improving production efficiency, manufacturers can reduce costs, improve product quality, and increase profitability. With MES, manufacturers can achieve these benefits while also improving customer satisfaction by delivering products on time and at a lower cost.
Benefit #2: Enhanced Quality Control
Another significant benefit of implementing MES is enhanced quality control. MES provides real-time data on production processes, allowing manufacturers to quickly identify quality issues and take corrective action. With MES, manufacturers can track quality metrics like defect rates, scrap rates, and rework rates, allowing them to identify trends and take action to improve product quality.
MES can also help manufacturers ensure compliance with industry regulations and standards. For example, in the pharmaceutical industry, MES can help ensure compliance with regulations like the FDA’s 21 CFR Part 11 by providing electronic records and signatures.
By enhancing quality control, manufacturers can reduce costs associated with defects and rework, improve customer satisfaction, and increase profitability. With MES, manufacturers can achieve these benefits while also ensuring compliance with industry regulations and standards.
Benefit #3: Real-time Data and Analytics
MES provides real-time data and analytics on production processes, allowing manufacturers to make data-driven decisions. With MES, manufacturers can track key performance indicators (KPIs) like production rates, cycle times, and downtime, allowing them to identify trends and take action to optimize production processes.
MES can also provide predictive analytics, allowing manufacturers to anticipate issues before they occur. For example, MES can predict equipment failures based on data like vibration patterns and temperature, allowing manufacturers to take corrective action before a breakdown occurs.
By using real-time data and analytics, manufacturers can optimize production processes, reduce downtime, and improve overall efficiency. With MES, manufacturers can achieve these benefits while also improving quality control and ensuring compliance with industry regulations and standards.
Benefit #4: Inventory Management and Supply Chain Optimization
MES can also help manufacturers improve inventory management and supply chain optimization. With MES, manufacturers can track inventory levels in real-time, allowing them to minimize inventory costs and reduce waste. MES can also track the movement of materials and products throughout the supply chain, providing manufacturers with real-time visibility into the status of orders and shipments.
By improving inventory management and supply chain optimization, manufacturers can reduce costs, improve customer satisfaction, and increase profitability. With MES, manufacturers can achieve these benefits while also improving production efficiency and quality control.
Benefit #5: Increased Agility and Flexibility
Finally, MES can help manufacturers increase agility and flexibility. With MES, manufacturers can quickly respond to changes in demand by adjusting production rates and schedules. MES can also help manufacturers introduce new products and processes more quickly, reducing time-to-market and increasing competitiveness.
By increasing agility and flexibility, manufacturers can respond more quickly to changes in the market, reduce costs associated with excess inventory, and increase profitability. With MES, manufacturers can achieve these benefits while also improving inventory management, quality control, and data-driven decision-making.
Best Practices for Successful MES Implementation
Despite the many benefits of implementing MES, there are also some challenges to consider. One of the biggest challenges is the complexity of implementing MES, which can involve integrating multiple software systems and hardware devices. Another challenge is the need for training and support for employees who will be using MES.
To ensure a successful MES implementation, it’s important to follow best practices. These include:
- Conducting a thorough needs analysis to ensure that the MES solution meets your specific requirements
- Building a strong business case that outlines the expected benefits of MES implementation
- Engaging key stakeholders, including employees, to ensure buy-in and support for the project
- Developing a comprehensive implementation plan that includes timelines, milestones, and metrics for success
- Providing adequate training and support for employees who will be using MES
- Monitoring and measuring the effectiveness of MES over time to ensure that it continues to meet your needs.
MES Software Vendors and Solutions
There are many MES software vendors and solutions available on the market today. Some of the top vendors include SAP, Siemens, and Rockwell Automation. These vendors offer a range of MES solutions, including cloud-based and on-premise solutions, and can provide comprehensive support for MES implementation and maintenance.
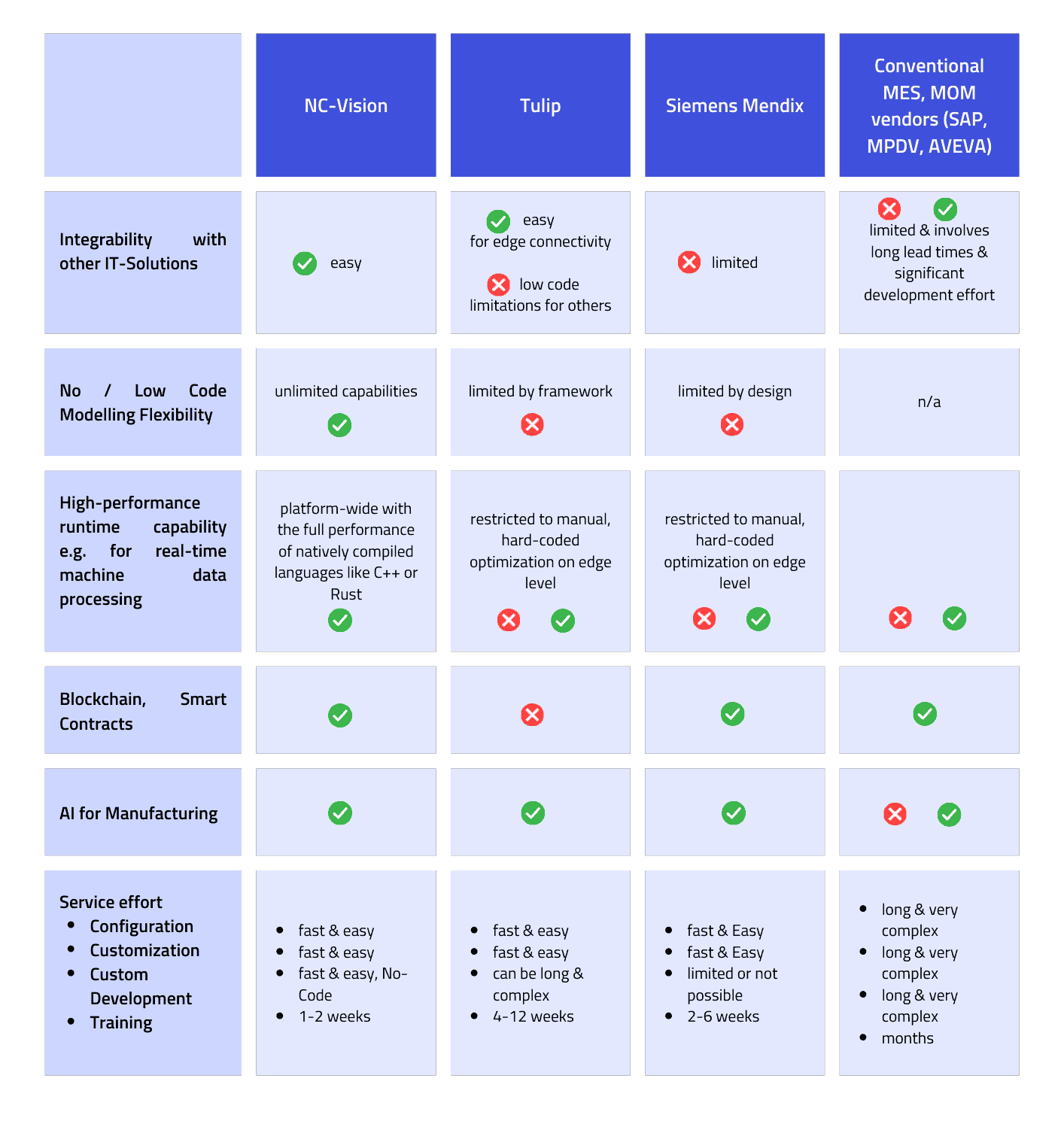
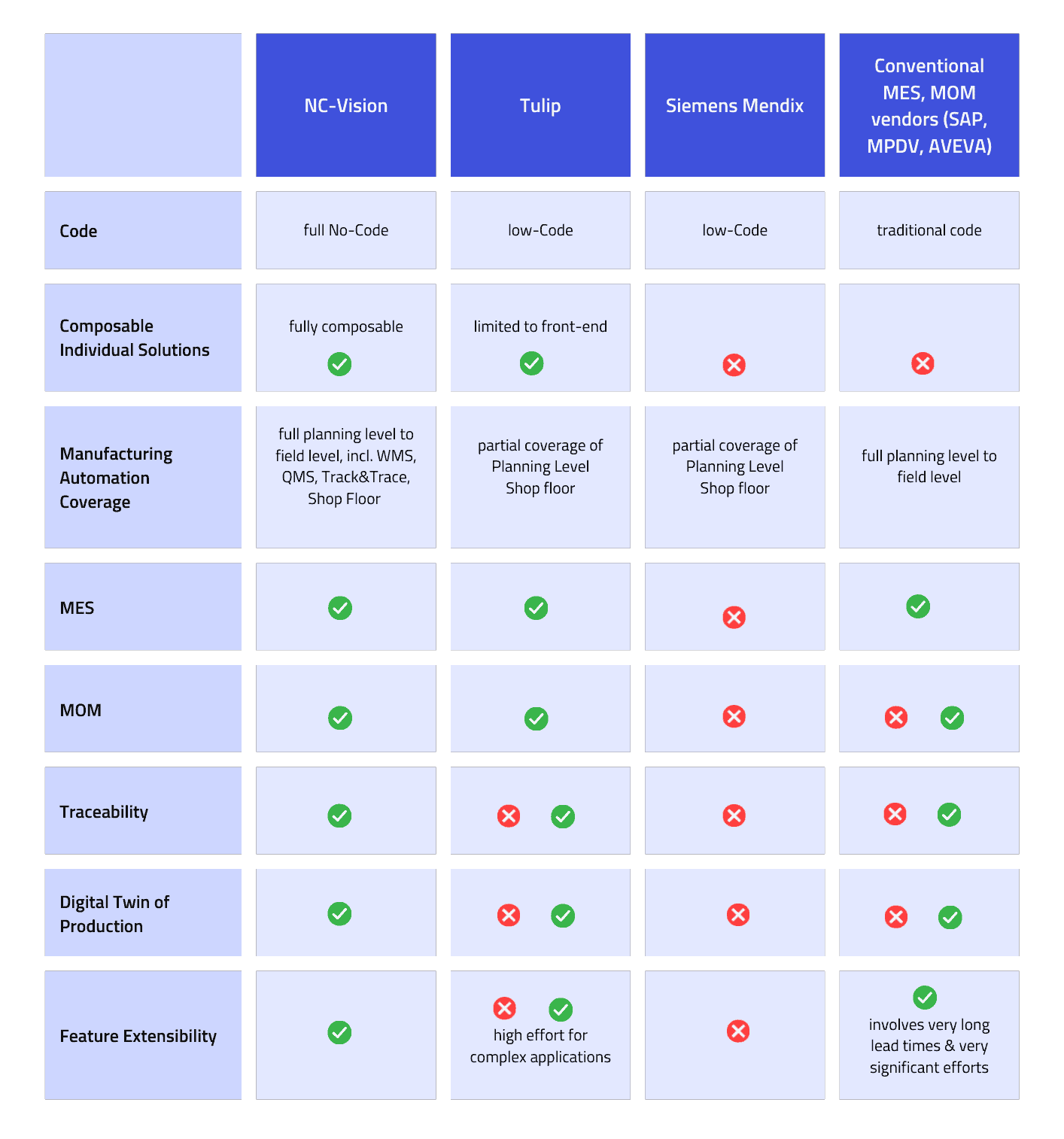
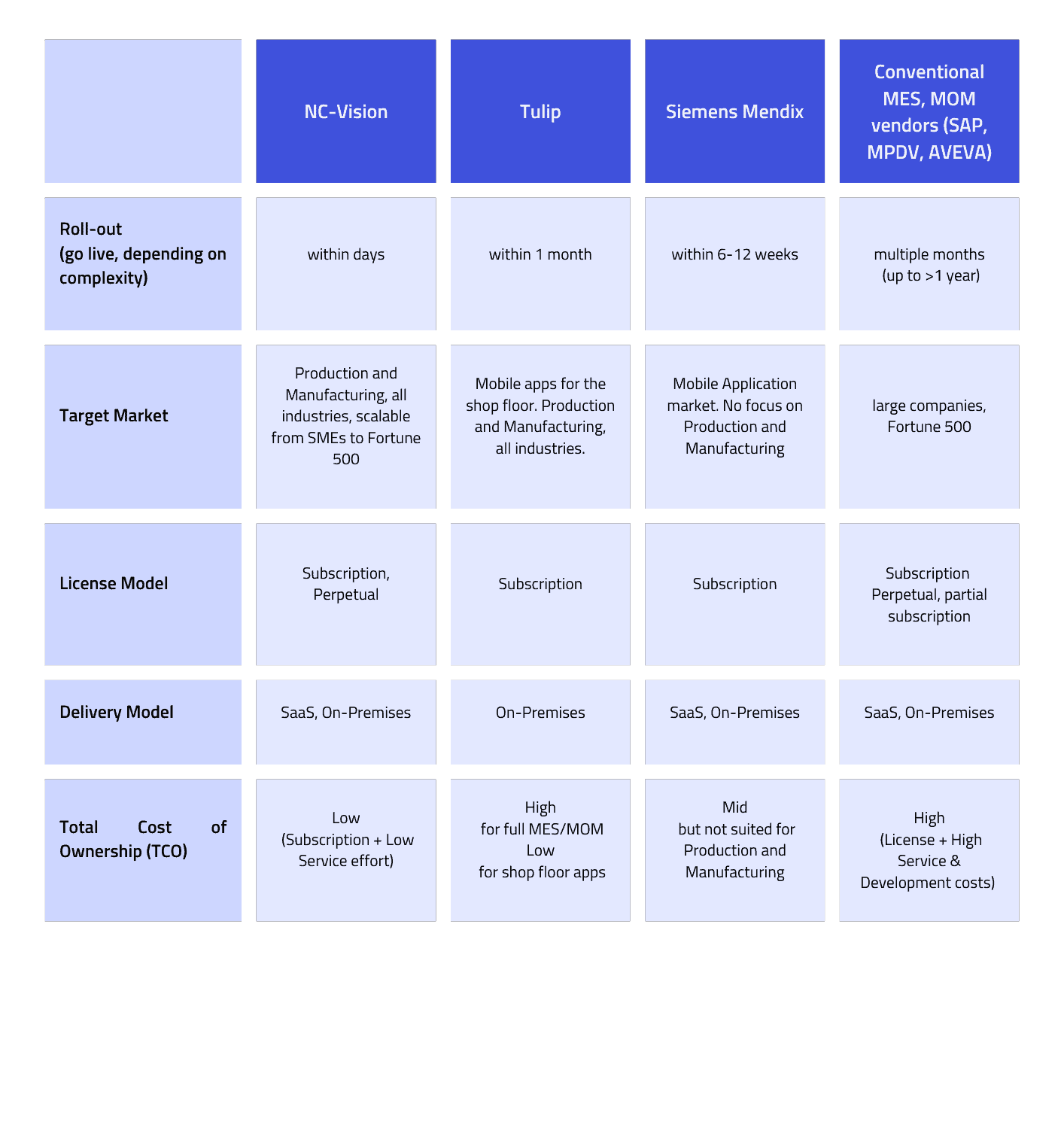
When selecting an MES vendor and solution, it’s important to consider factors like your specific needs, budget, and existing software systems. In our MES Comparison Matrix you will find a full set of criteria and checkpoints to consider when choosing a system.
Conclusion: The Future of MES in Manufacturing Operations
Manufacturing Execution Systems (MES) have become essential tools for improving the efficiency and productivity of manufacturing operations. With benefits like improved production efficiency, enhanced quality control, real-time data and analytics, inventory management and supply chain optimization, and increased agility and flexibility, MES can help manufacturers stay ahead of the competition and achieve their goals.
While there are challenges to implementing MES, following best practices and working with experienced vendors can help ensure a successful implementation. As the manufacturing industry continues to evolve, MES will become even more important for optimizing production processes and staying competitive in the market. So, if you’re looking to improve your manufacturing operations, consider implementing MES and taking advantage of its many benefits.
How NC-Vision can help streamline manufacturing
Built from the ground up on a true no-code foundation, NC-Vision empowers production and manufacturing companies to take control: Visualize what’s going on on the shopfloor – anywhere, anytime, creating your unique digital twin.
Get real-time insights into processes, machines, and resources to support data-driven decisions and increase business efficiency.
Adapt with Ease
Respond to new products, variants, regulations and guidelines. Improvise effectively when things have to move fast.
Implement Fast
Go live in days instead of months with your individual composition. Add plug & play solutions from the marketplace later.
Bring Down Costs
Avoid lengthy project planning and overpriced customizing, while keeping operating costs in check.






